




Manometric Temperature Measurement (MTM) and SMART Freeze Dryer™ Technology
Relevance & Measurement Concept Behind This Technology
The standard procedure used over decades to determine product temperatures during laboratory-scale freeze-drying comprised placing temperature sensors (usually thermocouples) directly into the product solution of a few selected vials in the batch. This procedure is considered as „invasive“ measurement, i.e. the sensor is in direct contact with the liquid. However, the solution in such vials typically shows a different nucleation behavior during the freezing step compared to vials without thermal sensors. As a result, such vials oftentimes fail to draw a representative picture of the actual drying behavior for the rest of the batch.
Manometric Temperature Measurement (MTM) is a non-invasive pressure rise technology to determine critical product and process parameters for the entire batch. During a MTM measurement, the chamber is quickly isolated from the condenser for a short period of time (25 s). The pressure rise raw data are subsequently analyzed by non-linear regression analysis using a mathematical model (“MTM-equation”), a procedure which allows direct determination of the vapor pressure of ice at the sublimation interface (Pice) and the product mass transfer resistance (Rp). Based on Pice and Rp, additional important product and process information can be derived from MTM using basic heat and mass transfer theory. Examples of derivative parameters include calculation of the product temperature at the ice sublimation interface (TP-MTM), the temperature at the bottom of the vial (Tb-MTM), mass flow rates (dm/dt), dry layer thickness (Ldry) and vial heat transfer coefficients (Kv).
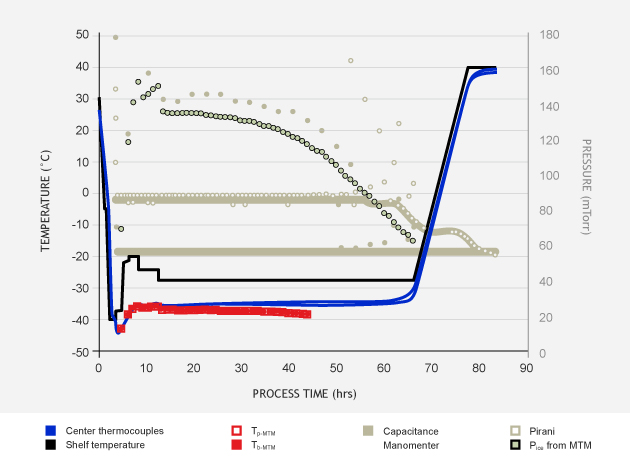
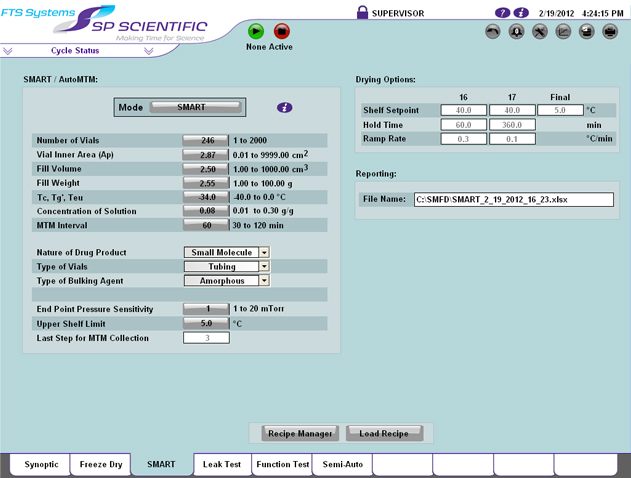
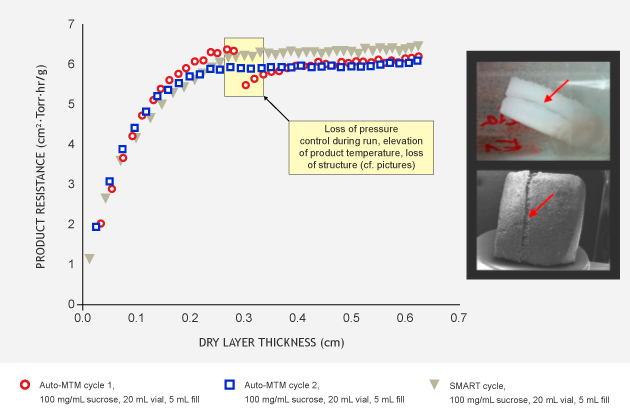
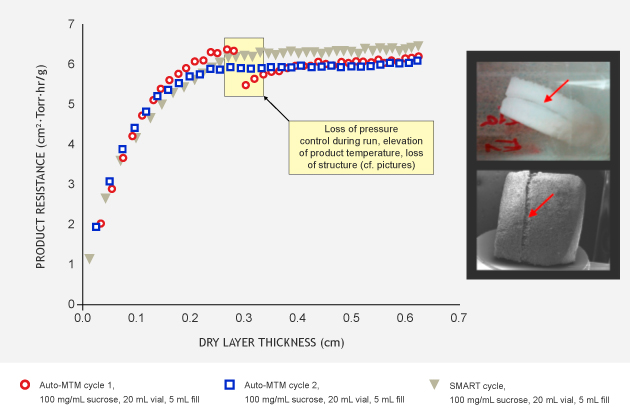
MTM is also the “heart” of the SMART Freeze Dryer™ technology (SP Scientific, Stone Ridge, NY, USA) a process control and optimization software routine. A Lyostar™ (SP Scientific) freeze dryer equipped with SMART™ can automatically optimize the primary drying phase of a freeze-drying cycle (Figure 1). Cycle optimization is based on user-predefined input variables in the SMART™ software and actual product feedback during the measurement. The SMART Freeze Dryer™ software (Figure 2) allows two different operation modes: SMART™ and Auto-MTM. The latter enables MTM data collection during a user pre-defined cycle recipe. Auto-MTM is a great tool to investigate changes in product or process behavior as a function of the applied cycle conditions. MTM and SMART Freeze Dryer™ have already been demonstrated to be one of the most valuable PAT tools for enhanced product and process understanding in the laboratory. Product resistance (Rp) data obtained from MTM currently serves as a “gold standard” in the scientific community to link product and process attributes (Figure 3).
{kind=link}
{kind=link}
{kind=link}
Key Features
- Automatic process development and optimization by the freeze dryer during the first laboratory experiment based on sound scientific principles.
- Non-invasive monitoring of critical product and product parameters, such as product interface temperature, temperature at the bottom of the vial, product resistance and mass flow rates in user pre-defined intervals (typically 30 to 60 minutes).
- Highly sensitive endpoint determination for primary and secondary drying.
- Established PAT tool for laboratory scale freeze-drying, frequently used for process development and optimization, robustness testing and implementation of Quality by Design in freeze-drying.
- For easier scale-up of laboratory freeze-drying cycles to pilot and production.
Why Do We Use This Technology?
SMART Freeze Dryer™ and Auto-MTM provide us with valuable information on product temperature and product resistance profiles during freeze-drying. With this information, we are capable of optimizing all phases of a freeze-drying cycle, not only primary drying. The technology allows us to establish a link between the critical formulation temperature of a product and corresponding (optimum) process conditions. We routinely use Auto-MTM during robustness tests to define the process Design Space. Moreover, product resistance data are essential for us to study the impact of the freezing step or process conditions during primary drying on the final product quality attributes.
Further Reading and Resources:
Short technical notes on SMART Freeze Dryer™ technology may be obtained in our Scientific Insights section. Recent research articles on MTM or SMART are highlighted in the GILYOS Scientific Library. For more product-related information, please visit the website of the manufacturer: SP Scientific Inc.
 |
 |
| Figure 1: SMART Freeze Dryer™ cycle obtained for 100 mg/mL sucrose (20 mL vials, 5 mL fill volume) on a Lyostar™ 3 freeze dryer. Note that SMART™ controlled product (interface) temperature is well below the critical formulation temperature for sucrose (-33°C). | Figure 2: SMART Freeze Dryer™ software screen. The software allows two operation modes: SMART™ and Auto-MTM. |
 |
|
| Figure 3: Product resistance (Rp) over dry layer thickness (Ldry) profile obtained for 100 mg/mL sucrose (5 mL fill, 20 mL vials) in a Lyostar™ 3 freeze dryer. Reproducibility of Rp is very consistent between different cycles. A simulated loss of pressure control during the Auto-MTM cycle 1 led to a drop in Rp data due to microcollapse which could be confirmed both visually and by SEM for the product after the cycle. Product resistance can therefore establish a link between process and product attributes during a freeze-drying cycle. | |